
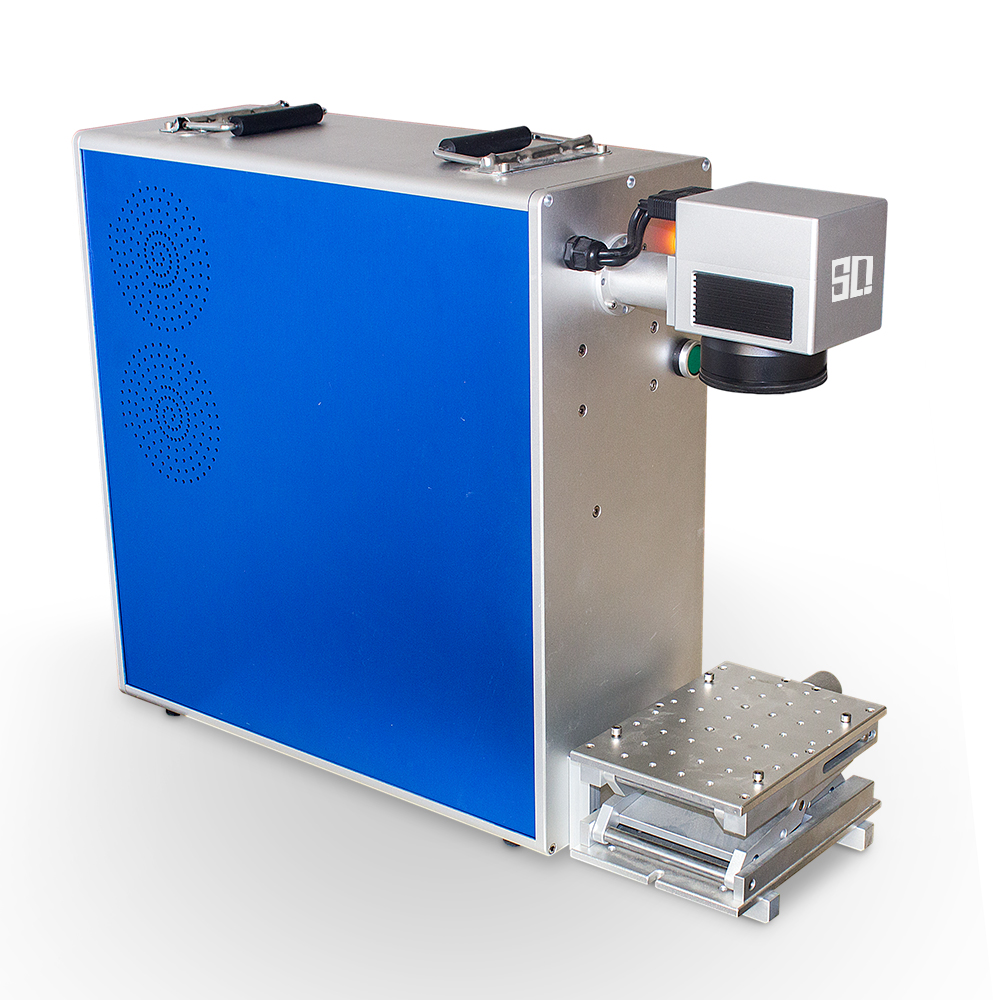
便携式激光打标机使用方法!
便携式激光打标机的使用方法虽然激光打标机的设备比传统的设备大,但在运行成本方面,激光打标机的使用要低得多。激光打标机这种吸收随着温度指标的上升而增加,高于不可避免的温度,基板不消耗能量来消散它吸收的热量,温度上升,使吸收进一步增加,并导致进一步增加在温度,如此恶性循环,导致过度的热应力和碎裂。提示的原因表示三种信息的吸收系数。根据温度的不同,它们的损坏温度分别为70摄氏度,250摄氏度和300摄氏度。能够承受热损伤的能力很差,但它更便宜,因此热失真是高功率激光进气系统中常见的问题,仅适用于通过100w功率的二氧化碳激光系统。激光器组成。激光打标机作为望远镜使用光路逆情况这是为什么?原因在哪里?热变形是一种大功率激光注入系统,它也是激光打标机可以产生的作用,这就是它的动力。你的激光切割海滩需要水来满足聚集河流的力量不是很高的条件,一般选择照片的镜头。双球面反射坟墓聚光县双球面反射多边形光如图所示,它是一个凸面镜面曲率半径r和一个或四个镜面曲率半径组成。两个球面的曲率是严重的,并且所述半径的半径比约为平行入射光。系统没有线三级球的差异,在打印上没有分散的差别。
激光打标机基体材料对激光的吸收系数显着不同,的吸收系数为的7倍,吸收光能少,在这方面占显着优势。但基体材料的吸收系数仅仅影响基体所吸收的那部分光能的大小。而基体吸收和表而吸收这两部分及收的总光能都焚通过基体导热来消敬,在导热性方面,好得多。的导热系数是的2.7倍。究竟用哪种材料制造透镜热畸变品质因素较高、热畸变牧小2那就要看这透镜对激光的吸收是以表而吸收为主、还是以基体吸收为主。当透镜对光的吸收以表面吸收为主时,基体较强的吸收不是主要的热源,而其高导热系数起主要作用,加速散热,降低温升,热畸变较小。反之当透镜对激光的吸收以基体吸收为主时,则对激光的吸收系数小起主要作用,其热畸变品质因素较高。
采用激光加工可以保证工件的原有精度同时对材料的适应性较广,各种金属及部分非金属,可以在材料的表面制作出非常精细的标记且耐久性非常好。

透镜表面镀增远膜或不镀膜时,大部分激光穿过磋体,表面吸收率与热畸变品质因素的关系见囚。当表顶吸收来日收宰不镀脂或镀增透膜热酶变品质围京与表面吸收牢的关系系数小时,而表而吸收系数大时,略好。透镜表面镀50%反射膜时,只朽部分激光穿过基体,表面铰膜层的吸收较之基体的吸收占主导地位,常用作数千瓦撇光器的沿振胶输出镜。透镜镕99%反射股肘,透射光艇,进射材料肘光的吸收很小,不仅的热吨变品质因素高。在激光深熔焊接中,激光能量沿小孔深入材料内部小孔以焊接速度沿焊缝运动。焊接过程的热传导可按移动线热原理论近似计算。线热源长度即为小孔深度,单位线热源长度的功率为总的激光功率,通过计算可确定熔点等温曲线。熔点等温曲线在垂宜于焊接运动方向的宽度即为熔比区宽度。

对工作表面不产生腐蚀,无"刀具"磨损、无毒害、无污染。 聚焦光束有一定焦深,其“刀尖”位置不很确定,难于控制沿光轴方向的加工尺寸;第二个问题是加工表面质量。将陶瓷工件浸没水中,以调YAG激光的高峰值功率脉冲激光使材料汽化,水将陶瓷蒸汽冷却、凝固并排出,避兔了饱和蒸汽压下结霜而形成液相,可以得到完全没有熔凝层和表面裂纹的已加工表面。
做好激光打标机的日常清洁工作不仅可以提高产品的加工效果,而且还可以延长设备的使用寿命。
3D激光打标机的出现是激光打标领域的一次重大跳跃,它对加工对象的表面形状不再局限在类平面上,可以扩展到三维立体表面,实现对三维曲面物体高效率的激光图文打标和表面微结构制造由于3D打标可以迅速的改变激光焦距和激光束位置,因此以往2D不能实现的曲面打标成为可能。
上一篇:上一篇:一台激光切割机多少钱?











 全国咨询服务热线:
全国咨询服务热线: